SULZER Pumpen
Kompetenz für Industrie und Kommunen
Ihr Partner für Pumpentechnik

Sulzer Pumpen bei FPA Großräschen
Sulzer zählt zu den weltweit führenden Anbietern von Pumpentechnologie und verfügt über eines der umfassendsten Produktportfolios der Branche. Das Angebot reicht von leistungsstarken Abwasser-Tauchpumpen über hocheffiziente API-Prozesspumpen bis hin zu Hochdruckpumpen für anspruchsvolle industrielle Anwendungen.
Im Mittelpunkt stehen dabei robuste Konstruktionen, maximale Energieeffizienz und eine lange Lebensdauer – Eigenschaften, die Sulzer-Lösungen besonders zuverlässig und wirtschaftlich machen. Ob in der kommunalen Abwassertechnik, in der chemischen Industrie oder in der Öl- und Gasverarbeitung: Sulzer-Pumpen sind auf die spezifischen Anforderungen unterschiedlichster Einsatzbereiche präzise abgestimmt.
- Hocheffiziente Motoren (IE3/IE4)
- Verschleißarme Werkstoffe: Duplexstahl, Keramiken etc.
- Modularer Aufbau: Einheitliche Ersatzteile & einfache Wartung
- Digitale Auswahltools: z. B. Sulzer Select, ABSEL für Abwasserpumpen
Vielfältige Pumpentechnologie für unterschiedlichste Anwendungen
Spezialpumpen
Slurry-Pumpen (z. B. SNS, VUPX)
Für abrasive Medien wie in der Bergbauindustrie oder Zellstoffherstellung – mit verschleißfester Auslegung und robustem Design für extreme Bedingungen.
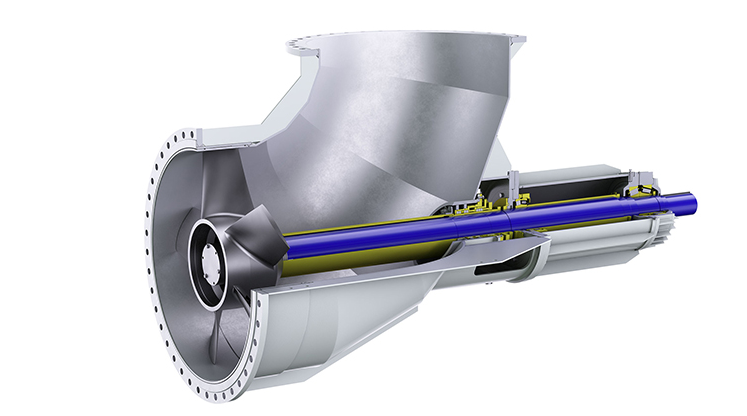
Axialfluss- und Propellerpumpen
Optimiert für große Fördermengen bei niedrigem Förderdruck – etwa zur Bewässerung, Entwässerung oder im Kühlwasserkreislauf von Kraftwerken.
Progressing Cavity Pumpen (PCP)
Diese Exzenterschneckenpumpen sind speziell für die Förderung viskoser, feststoffhaltiger oder empfindlicher Medien ausgelegt – beispielsweise bei der Ölproduktion oder in der Lebensmittelverarbeitung.
Pumpen für Kerntechnik
Sicherheitsrelevante Spezialpumpen für den Einsatz in nukleartechnischen Anlagen – konstruiert nach höchsten Anforderungen an Zuverlässigkeit, Redundanz und strikte Normerfüllung.
Öl, Gas & Energie
API 610-Prozesspumpen
Entwickelt nach dem weltweit gültigen API-610-Standard, eignen sich diese Kreiselpumpen optimal für den Einsatz in Raffinerien, der Petrochemie und der Energieerzeugung. Sie bieten höchste Sicherheitsstandards, Langlebigkeit und Betriebssicherheit unter extremen Bedingungen.
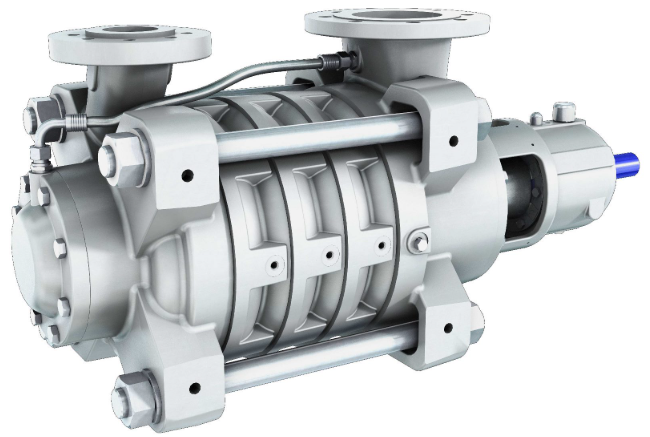
Mehrstufige Hochdruckpumpen (z. B. MBN, HPT)
Mit axial- oder radialgeteiltem Gehäuse konzipiert, fördern diese Pumpen Flüssigkeiten bei sehr hohen Drücken – etwa in Kesselspeisewassersystemen oder Hochdruckprozessen in der Energietechnik.
Dosenpumpen
Besonders geeignet für den unterirdischen Transport über große Distanzen – beispielsweise bei Pipelines oder zur Förderung von Kondensat. Sie überzeugen durch hermetisch dichte Bauweise und hohe Betriebssicherheit.
Wasser & Abwasser
ABS-Serie (z. B. XFP)
Diese Tauchmotorpumpen mit energiesparenden IE3-Motoren und verstopfungsarmer ContraBlock-Evo-Hydraulik sind speziell für kommunale und industrielle Abwasseranlagen entwickelt worden. Sie garantieren einen zuverlässigen Dauerbetrieb selbst bei schwierigen Fördermedien.

Rührwerke, Schneidrad- und Schlammförderpumpen
Zur effizienten Behandlung und Bewegung von Schlämmen und Feststoffen in Kläranlagen – ideal für die mechanische und biologische Abwasserbehandlung sowie die Schlammlogistik.
Industriepumpen
AHLSTAR-Serie
Diese standardisierten Prozesspumpen (nach ISO 5199) kommen in der chemischen Industrie, Zellstoff- und Papierverarbeitung, Lebensmittelproduktion sowie der Wasseraufbereitung zum Einsatz. Sie zeichnen sich durch hohe Energieeffizienz, einfache Wartung und modulare Bauweise aus – ideal für anspruchsvolle Industrieprozesse mit Fokus auf Betriebssicherheit.

Die Pumpen von Oddesse werden in vielfältigen Bereichen eingesetzt.
- Wasser-/Abwasserwirtschaft
- Chemie & Petrochemie
- Energie (fossil, nuklear, erneuerbar)
- Zellstoff & Papier
- Bergbau
- Nahrungsmittelindustrie
Kontakt
- 035753/690174
- kontakt@fpa-stoll.de
- www.fpa-stoll.de
- Gewerbestraße 6 | 01983 Großräschen